OEM куя кольцо шестерни распорки большой легированной стали одиночное двойное шевронное спиральное с CNC Mahining
Мы можем произвести большие ковать, бросать и сваривать шестерни согласно чертежам клиента. Согласно условиям труда и
запрос клиентов, мы также можем сделать шестерню меля, цементированный твердеть поверхности, и гасить, нитрирование и гасить, etc.
|
Материал
|
Сталь углерода, легированная сталь
|
|
Стандарт
|
DIN ASTM. ГОСТ (ГОСУДАРСТВЕННЫЙ СТАНДАРТ) JIS ETC EN
|
|
Структура
|
Ковать, бросающ и сваривать
|
|
Модуль шестерни
|
8-120
|
|
Молоть шестерни
|
Модуль 24 МАКС
|
|
Диаметр колеса шестерни:
|
МАКС 13 000 mm
|
|
Диаметр спиральной шестерни:
|
МАКСИМАЛЬНЫЕ 2 200 mm
|
|
Длина вала шестерни:
|
МАКС 5 000 mm
|
|
Предложенное обслуживание OEM
|
Согласно чертежам клиента
|
|
Этапы зацепляют предложенный:
|
Согласно запросам клиента
|
|
Термическая обработка
|
Поверхностная цементация q & t
|
|
Мы обеспечиваем шестерни распорки в 3 различных дизайнах
1. Изготовленная сталь
- выкованное кольцо
- свернутая плита
Литая сталь
Дуктильное (узелковое) литое железо
Изготовленные шестерни стали более общими в прошлом и построены с материалами оправы шестерни кованой стали и electro сваренной структурой тела. Кольца изготовлены от всего блока высокоомной легированной стали. После того как грубый подвергать механической обработке кольца, мы уносит твердеть и закалять термическую обработку для того чтобы улучшить механическую характеристику и поэтому свое уместное представление.
Avantages изготовленных шестерней распорки
1. Выкованная материальная структура исключает риск включений
2. Избегаются дефекты структуры как отверстия газа, микро- усушка, отверстия штыря, горячие включения разрывов, песка и шлака
3. Следовательно, необходимы сваривать ремонта структуры тела и например молоть toothed областей.
4. Изготовленная изготовляя процедура исключает потребность для картин и рослост
5. Материал оправы имеют более высокую твердость и высокопрочное чем материал используемый для основной структуры (т.е. сети, gussets)
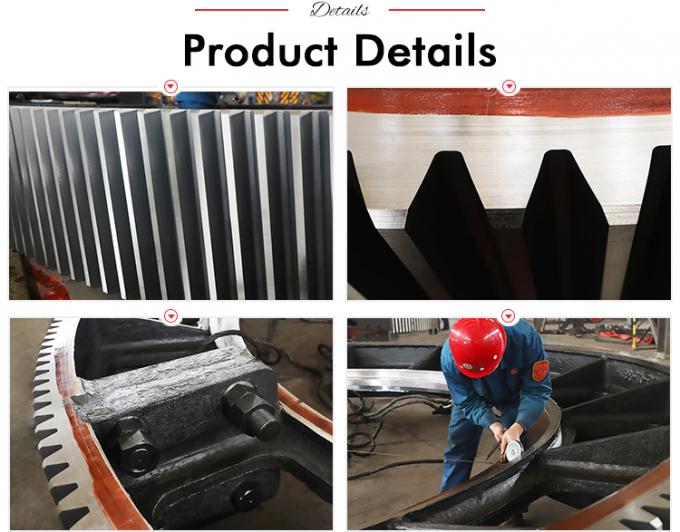
Особенности
1. внешние зубы
Максимальный диаметр: 16000 mm
Toothed ширина стороны: 1700 mm
Максимальный модуль: 45 hob
Максимальный модуль: чистовая фреза 65 шестерней
2. Внутренние зубы
Максимальный диаметр: 6500 mm
Максимальный модуль: 25,4
Toothed ширина стороны: 400 mm
Ковать материальный процесс
Вковка
Окончательная завальцовка
Охлаждение в печи
Контроль на продукции
Гасить воды
Испытывать твердости
Грубый подвергать механической обработке
Ультразвуковой испытывать и габаритный осмотр
Аттестация финальной инспекции
Стандарты/сертификаты
ISO EN UNI
AWS
ASTM
ASME
DIN
Применения
Наши шестерни распорки приложены в индустриях цемента и минералов:
Различные типы горизонтальных мельниц
Роторные сушильщики
Роторные печи
Любое другое большое применение кольца шестерни
Спецификация для стальных отливок для цехов заточки
D. отчет об ультразвукового контроля (перед и после ремонтами)
E. отчет о проверке магнитной частицы (перед и после ремонтами)
F. габаритный отчет
G. карты ремонта сварки
H. процедуры по сварки и квалификация процедуры показатель
I. квалификация сварщика
J. испытывая квалификация без разрушения контролера
|
Деталь
|
Структурные особенности
|
Обработка измерения
|
Содержание теста
|
|
Шестерня распорки
|
(1) сталь GS42CrMo4Alloy (корпоративные собственнические стандарты)
HB 220~240
(2) полу-составленный, Y-спица
(3) спиральный
(4) разумная структура запечатывания и выравнивания легированной стали (корпоративные собственнические стандарты)
|
(1) наружный стальной рафинировка (аргон R-H и обработка вакуума)
(2) собственническая технология песка смертной казни через повешение холодной прессформы для обеспечения отливки, зубов плотных
(3) нормализующ (собственническая технология) для обеспечения что твердость поверхности зуба
Позже
(4) грубый hobbing, время отпуска, ремонтирует совместную поверхность, после этого точный крен
(5) собственнический домодельный hob отлично hobbing
|
свойства отливок (1) механические и химический состав (внутренний стандарт)
(2) обдирка после звукового испытания
полу-отделка (3), заканчивающ после осмотра ультразвуковой испытывать и магнитная частицы
(4) осмотр магнитной частицы зуба поверхностный, определение твердости
проверка допуска зуба (5)
(6) тест нагрузки собрания фабрики для проверки точности размера шестерни
|

Технические требования большого кольца шестерни CITICIC:
1) pretreated перед нормализовать поверхностную твердея обработку, твердость если HB210 | 250; механическое представление Rb 690MPa окончательной прочности, предел текучести Rs 490MPa, удлиненность D5 11%, уменьшение зоны w 25%, твердость Ak 30J удара; затвердетая индукция, твердость HRC50 зубов | 55; эффективная затвердетая глубина 3 слоя | 5mm.
2) общее ультразвуковое обнаружение рванины, внутреннее качество должно соотвествовать 2 требований GB7233-87 стандартных; осмотр магнитной частицы зуба и филе, качество должен соотвествовать 2 требований GB/T9444-88.
3) примечание отливка нет округленного R5 | R10.
4) зуб скосить на обоих концах и 1 45b.5) двумя с половиной ширина зуба шестерни кольца каждого соединения кольца вдоль края всего кольца сделанного с высокопрочными болтами, совмещенными с поверхностью зуба должен находиться в нижнем центре.
большой процесс производства шестерни кольца 2
2,1 из грубого
Пробел стальной бросать обеспечен CO. тяжелой техники CITIC, заводом Ltd. Тяжел Вковки, бегом стандартом GB11352-89 определяет требования для моделирования согласно процессу литья, выплавки, бросающ, ударенные коробки, чистка, одевая отливки;. Во время осмотра и принятия чертежами и технических требований для стального пробела
Проверки, согласовывая стандарты JB/T6402-92 выданные после принятия
Вниз с процедуры.
обдирка 2,2
Пересеченный путем рисовать и остаться вне стипендией, выравниванием, соединением, обрабатывающ и внутри и снаружи круга, совмещающ процессы лобового фрезерования, сверлить и другого.
2,3 ушиб исследования
Общее ультразвуковое обнаружение рванины, внутреннее качество должно соотвествовать 2 стандартов GB7233-87.
нормализуя pretreatment 2,4
пары Полу-кольца нормализуя и закаляя обработку, обеспечивают хорошую организацию для последующий поверхностный твердеть; деформация чертежей прессы половинного осмотра шестерни кольца после термической обработки.
2,5 подвергать механической обработке
Во первых два с половиной кольцо сделано с высокопрочными болтами соединяя кольцо в целом, общий процесс путем рисовать зубы Quannei Wai круга и верхний и нижний конец, и после этого рисовать и подвергать механической обработке филируя отростчатые требования.
2,6 исключение обработки стресса
Общее кольцо обожгло для того чтобы исключить стресс.
общий твердеть поверхности кольца 2,7
ЕСЛИ вдоль луночной индукции поверхности зуба твердея, твердость HRC50, то | 55, эффективная затвердетая глубина 3 слоя | 5mm.
2,8 финальная инспекция
Во-первых, частота обнаружения гася, твердость после закалять шестерню кольца cogging соотвествует чертежей; secondly, обнаружить ли максимальный наружный диаметр более крупноразмерное D6944 как деформация 3mm, механическая коррекция требуемая до квалифицированный; В-третьих, осмотр магнитной частицы зуба и филе, качество должен соотвествовать 2 требований GB/T9444-88 стандартных; В конце концов, согласно чертежам и техническим требованиям для финальной инспекции.
| Нет. |
процесс |
обработка
измерение
|
обработка
оборудование
|
программа тестов |
оборудование осмотра |
|
1
|
подготовьте
|
1. Материал: высококачественная литая сталь
2. Сформулируйте разумный процесс литья и обеспечьте бросая качество посредством компьютерного моделирования затвердевания
3. Сформулируйте разумный плавя процесс для обеспечения химического состава отливки
4. Сформулируйте разумный процесс термической обработки для обеспечения
Проверьте механические свойства отливки
|
|
|
|
|
2
|
моделирование
|
1. Строго контролируйте качество типа (ядра) песка, обеспечивайте прочность и контроль воды
2. Утрамбование песка, склонная поверхность полируя, кисть дважды
3. Установите лить рослость и холодный утюг согласно отростчатым требованиям
4. Очистите и испеките по мере необходимости
полость
|
смеситель песка
|
Проверите качество типа (ядра) песка и песка поверхности
2. Проверите размер полости
Проверите печь время
|
|
|
3
|
Плавя отливка
|
1. Выберите низкий утюг свиньи S.P, отборную сталь утиля, вспомогательные материалы и сплав печь печи согласно процессу
2. Согласно особенному процессу плавя, сделайте сталь
Элементы S.P опасные соотвествуют внутреннего контроля
3. Законченная жидкая сталь обработана с аргоном дуя в дегазировании циркуляции ковша и вакуума R-H для того чтобы сделать жидкую стальную форму состава, вредное уменьшение кислорода (h, o), равномерную температуру, увеличить текучесть жидкой стали, для обеспечения хороший жидкостный пополнять отливки и предотвратить отливку от пористости и других дефектов
Строго температура отливки контроля и бросая скорость согласно обеспечениям
|
печь 50 t
Оборудование циркуляции вакуума R-h дегазируя для прибора аргона ковша дуя
|
1. Материалы печи должны соотвествовать технологические
2. Температура контроля питаясь, питаясь количество, чистое кипя время, стальная температура
3. Спектрометр прямого отсчета использован быстро для того чтобы обнаружить химический состав перед печью для обеспечения что оборудование в самом лучшем государстве во время плавить и химический состав законченного продукта соотвествует во время лить
4. Проверите параметры аргона дуя и обработку вакуума R-H
5. Проверите начиная температуру и
Лить время
|
Спектрометр прямого отсчета
Медицинский осмотр и химическое оборудование
|
|
4
|
Чистка и термическая обработка
|
1. Внутреннее время консервации жары прессформы отливки не будет более менее чем отростчатые требования
2. Падать песка, взрывать съемки рослост, резать и лить для того чтобы соотвествовать технологические
3. Строго унесите пустую термическую обработку
Обеспечить единообразие температуры печи и уточнить первоначальную структуру отливки
|
50t
Инертная падая машина песка и
8,5 ×12m
Печь термической обработки
|
1. Проверите показатель температуры печи
2. Образец жар-обработан с отливкой в такой же печи, и механические свойства отправлены быть проверенным немедленно
3. Проверите качество поверхности пробела
Количество, геометрический размер и подвергая механической обработке стипендия
|
Медицинский осмотр и химическое оборудование
|
|
5
|
грубый подвергать механической обработке |
1. Подвергать механической обработке припуска на запаса грубый согласно технологическим обеспечениям
Обработка приобретения вторичной твердости
|
Вертикальный токарный станок
8,5 ×12m
Печь термической обработки
|
Проверите размер
Визуальный контроль для ультразвукового контроля дефектов
|
Ультразвуковой
Испытывать
|

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!