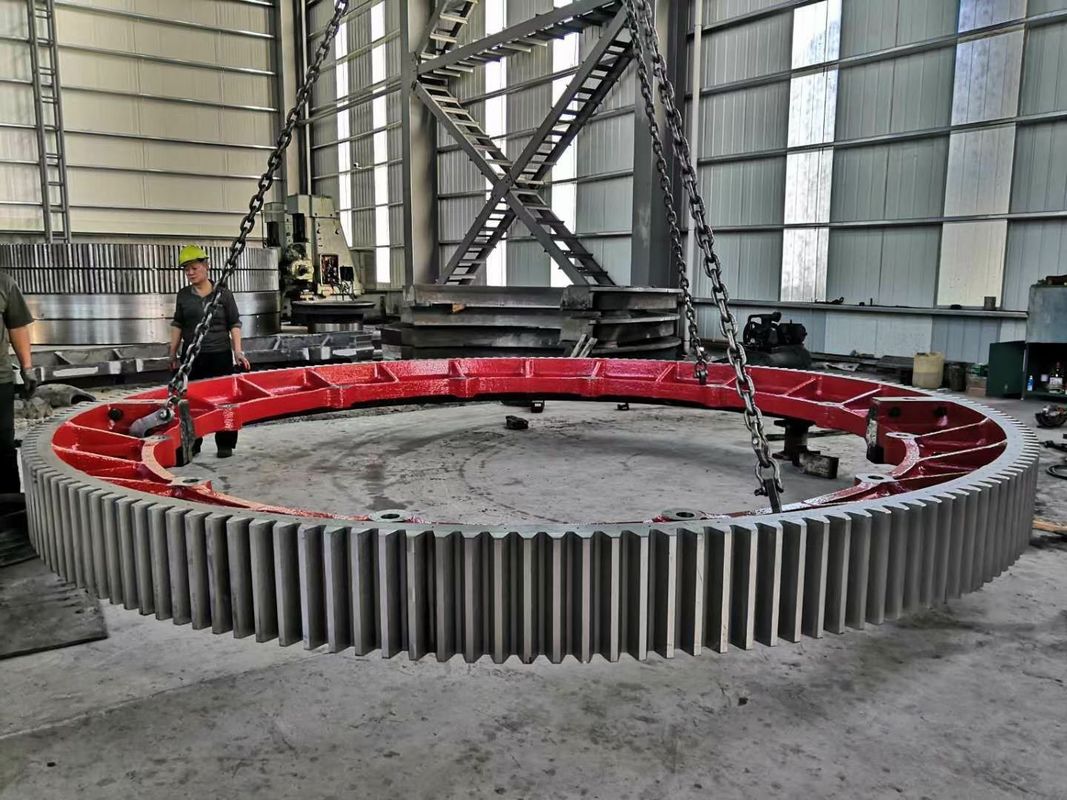
Цементный смеситель на заказ большой размер главный привод большой объем стальной решетки
Мы можем производить крупные ковальные, литейные и сварочные станки по чертежам заказчика.
По просьбе клиента, мы также можем делать шлифовку, отверждение поверхности, цементирование и тушение, нитрирование и тушение и т.д.
|
Материал
|
Углеродистая сталь, сплавная сталь
|
|
Стандартный
|
ASTM DIN. EN GOST JIS и т.п.
|
|
Структура
|
Ковка, литье и сварка
|
|
Модуль оборудования
|
8-120
|
|
Смельчение редукторов
|
Модуль MAX 24
|
|
Диаметр редуктора:
|
MAX 13 000 мм
|
|
Диаметр спирального редуктора:
|
Макс. 2 200 мм.
|
|
Длина вала передач:
|
MAX 5 000 мм
|
|
Предлагаемые услуги OEM
|
Согласно чертежам заказчика
|
|
Предлагаемые сегменты оборудования:
|
В соответствии с требованиями клиента
|
|
Тепловая обработка
|
Закаливание случаев Q & T
|
|
Мы предоставляем периметровые редукторы в трех различных конструкциях
1Изготовление из стали
- кованое кольцо
- прокатная пластина
Из литой стали
Из чугунного железа
В прошлом стали более распространенными изготовленные редукторы и изготавливаются из кованых материалов ремня редуктора из стали и электросварной конструкции корпуса.Кольца изготовлены из целого блока высокопрочной сплавной сталиПосле грубой обработки кольца мы проводим термообработку отверждения и закаливания с целью улучшения механических характеристик и, следовательно, его соответствующей производительности.

Преимущества изготовленных периметровых механизмов
1Структура кованого материала исключает риск включения
2Избегаются дефекты в структуре, такие как газовые отверстия, микросжатие, отверстия для штифтов, горячие рва, включения песка и шлака.
3Поэтому не требуется ремонтная сварка конструкции кузова и, например, шлифовка зубчатых участков.
4Производственный процесс исключает необходимость в узорах и подъемах.
5Материал оболочки имеет более высокую твердость и прочность, чем материал, используемый для основной конструкции (т.е. сетка, козырьки)
Особенности
1. Внешние зубы
Максимальный диаметр: 16000 мм
Ширина зубчатого лица: 1700 мм
Максимальный модуль: 45 на плите
Максимальный модуль: 65 резачков
2. Внутренние зубы
Максимальный диаметр: 6500 мм
Максимальный модуль: 25.4
Ширина зубчатого лица: 400 мм
Процесс ковки материалов
Ковка
Конечная прокатка
Охлаждение печей
Контроль за производством
Обезжигание водой
Испытание твердости
Стройная обработка
Ультразвуковое испытание и измерение
Окончательное удостоверение проверки
Стандарты/сертификаты
UNI EN ISO
AWS
ASTM
ASME
DIN
Заявления
Наши редукторы применяются в цементной и минеральной промышленности:
Различные виды горизонтальных мельниц
Двигательные сушилки
Печи вращающиеся
Любое другое большое применение редукторных колец
Мы являемся ведущим поставщиком Кильн Girth Gears для различных заводов, перечисленных ниже.
1. Губчатые железные растения 50TPD 100TPD 300TPD 350TPD 500TPD 1000TPD
2Цементные заводы по требованиям заказчиков
3- редукторы для фосфатных шахт, алюминиевые заводы, каолин-бентонит
Мощность резки резины:
1. диаметром от 100 мм до 16000 мм
2. Модуль 10 - Модуль 70
Окружность Кильна передачи доступны в основном в двухчасти, четыре части, 8 частей или много сегментов в зависимости от требования и пригодности с применением передачи.В области деталей мельниц, Мы поставляем головки фрезовых станков, впускные отверстия, шлифовальные ролики, цементные печи, литейные механизмы, блоки валов. Мы также поставляем конструкции и изделия для сварки.
Документы по обеспечению качества
Следующие отчеты должны быть представлены в Управление по обеспечению качества:
a. Химический отчет
b. Физический отчет
c. Документы тепловой обработки
Спецификация для литейной стали для шлифовальных мельниц
d. Отчет об ультразвуковой инспекции (до и после ремонта)
e. Отчет об инспекции магнитных частиц (до и после ремонта)
f. Отчет о размерах
g. Карты ремонта сварки
h. Процедуры сварки и квалификационный отчет по процедурам
i. квалификация сварщика
j. квалификация инспектора по неразрушающим испытаниям
|
Положение
|
Структурные особенности
|
Меры по обработке
|
Содержание испытания
|
|
Окружное оборудование
|
(1) GS42CrMo4Alloy Steel (стандарты корпоративной собственности)
HB 220 ~ 240
(2) полуструктурированный, Y-Spoke
(3) спиральные
(4) разумная герметичность и структура выровнения легированной стали (корпоративные стандарты) |
(1) Рафинирование внешней стали (Р-Р аргон и вакуумная обработка)
(2) патентованная технология холодного формы подвешивания песка для обеспечения литья, зубы плотные
(3) нормализация (защищенная технология) для обеспечения твердости поверхности зуба
После
(4) грубое нажатие, время освобождения, ремонт поверхности соединения, затем тонкое прокат
(5) собственная домашняя плитка, тонкая плитка
|
(1) Механические свойства литья и химический состав (внутренний стандарт)
(2) грубость после звуковых испытаний
(3) полуфабрикация, отделка после ультразвукового испытания и проверки магнитных частиц
(4) проверка поверхности зуба магнитными частицами, испытание твердости
(5) Проверка толерантности зубов
(6) заводское испытание нагрузки сборки для проверки точности размера оборудования |
Технические требования к большому кольцу CITICIC Gear:
1) предварительно обрабатывается до нормализации поверхности отверждения обработки, твердость должна HB210 ~ 250; механические характеристики являются конечной прочностью Rb 690MPa, напряжение выхода Rs 490MPa, удлинение D5 11%,Уменьшение площади W на 25%, прочность при ударе Ak 30J; зубные индукционные отверстия, твердость HRC50 ~ 55; эффективная глубина отверстия 3 ~ 5 мм.
2) общее обнаружение ультразвуковых дефектов, внутреннее качество должно соответствовать двум требованиям требованиям стандарта GB7233-87; зуб и филе магнитные частицы инспекции,качество должно соответствовать двум требованиям стандартов GB/T9444-88.
3) Обратите внимание, что литье не закруглено R5 ~ R10.
4) зубная раковина на обоих концах и 1 45b.5) на два с половиной кольца шириной зубной решетки каждого кольцевого соединения вдоль края целого кольца, сделанного из высокопрочных болтов,в сочетании с поверхностью зуба должна быть в нижнем центре.
Процесс изготовления крупных кольцевых редукторов
2.1 грубого
Стальные литья предоставляются CITIC Heavy Machinery Co., Ltd. Завод тяжелой ковки, управляемый стандартом GB11352-89, устанавливает требования к моделированию в соответствии с процессом литья, плавки,кастингПри осмотре и принятии чертежей и технических требований для стального белого
Проверки, согласно стандартам JB/T6402-92, выданные после принятия
Процедура снижения.
2.2 грубость
Пересекается путем рисования и выдержки, выравнивания, соединения, обработки как внутри, так и за пределами круга, сочетания фрезерного, бурения и других процессов.
2.3 Ущерб от разведки
Общее обнаружение ультразвуковых дефектов, внутреннее качество должно соответствовать двум требованиям стандартов GB7233-87.
2.4 нормализация предварительной обработки
Полукольцевые пары нормализующие и закаливающие обработку, обеспечивают хорошую организацию для последующего отверждения поверхности; прессовые чертежи деформации полукольцевого редуктора проверки после термической обработки.
2.5 Обработка
Первые два с половиной кольца сделаны с высокой прочностью болты, соединяющие кольцо в целом, общий процесс путем рисования круга Quannei Wai зубы и верхний и нижний конец,и затем рисование и обработка требований фрезерного процесса.
2.6 Устранение процессуального напряжения
Общее кольцо обжигалось, чтобы устранить стресс.
2.7 общее отверждение поверхности кольца
ИФ вдоль альвеолярной поверхности зуба с индукционной закаленностью, твердость HRC50 ~ 55, эффективная глубина закаленного слоя 3 ~ 5 мм.
2.8 Заключительная инспекция
Во-первых, частота обнаружения охлаждения, твердость после закаливания кольцевого редуктора, соответствует требованиям чертежей; во-вторых,для обнаружения того, является ли максимальный внешний диаметр больше размер D6944 как деформация 3 мм, механическая коррекция, необходимая до квалификации; в-третьих, зуб и филе магнитные частицы инспекции, качество должно соответствовать двум требованиям требованиям стандарта GB/T9444-88; наконец,согласно чертежам и техническим требованиям для окончательной проверки.
Наши услуги
CITIC Heavy Industries - ваш бизнес-партнер на рынке послепродажных товаров.
CITICIC может предоставить:
1. инженерные запасные части - проектирование и производство
2. Крупногабаритные литейные заводы стали и железа
3. Огромные возможности машинного цеха
4. ПРОГРАММЫ ОБУЧЕНИЯ
5. ПРОГРАММЫ ПРЕВЕНТИВНОГО ХОРОЖЕНИЯ
6. Услуги по профилактическому обслуживанию
7. ПРОГРАММЫ СОХРАНИЯ
Инженеры по полевому обслуживанию CITIC специально обучены продуктам группы брендов CITIC, но способны выполнять обслуживание других брендов OEM.
Наши техники оснащены самым передовым технологическим диагностическим оборудованием, чтобы устранить проблемы с вашим оборудованием, чтобы оптимизировать производительность и минимизировать время простоя.
CITICIC также обладает обширными возможностями в поставке всех потребляемых и электрических/механических запасных частей.
Частые вопросы
Контроль качества
Центр физической и химической идентификации
CITICIC владеет профессиональным институтом испытаний и метрологии, который предоставляет передовые методы испытаний, такие как неразрушительные
испытания, промышленный химический анализ, металлографические испытания и анализ, механические испытания, подготовка образцов, метр/длина
Наш институт метрологии занимает ведущую роль в Китае.
CITICIC владеет почти двумя сотнями типов передового оборудования для испытаний,Девять различных стандартов измерений и почти двадцать типов оборудования мирового класса, которые были импортированы из таких стран, как Германия., Япония, США,
Великобритания и Бельгия.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!